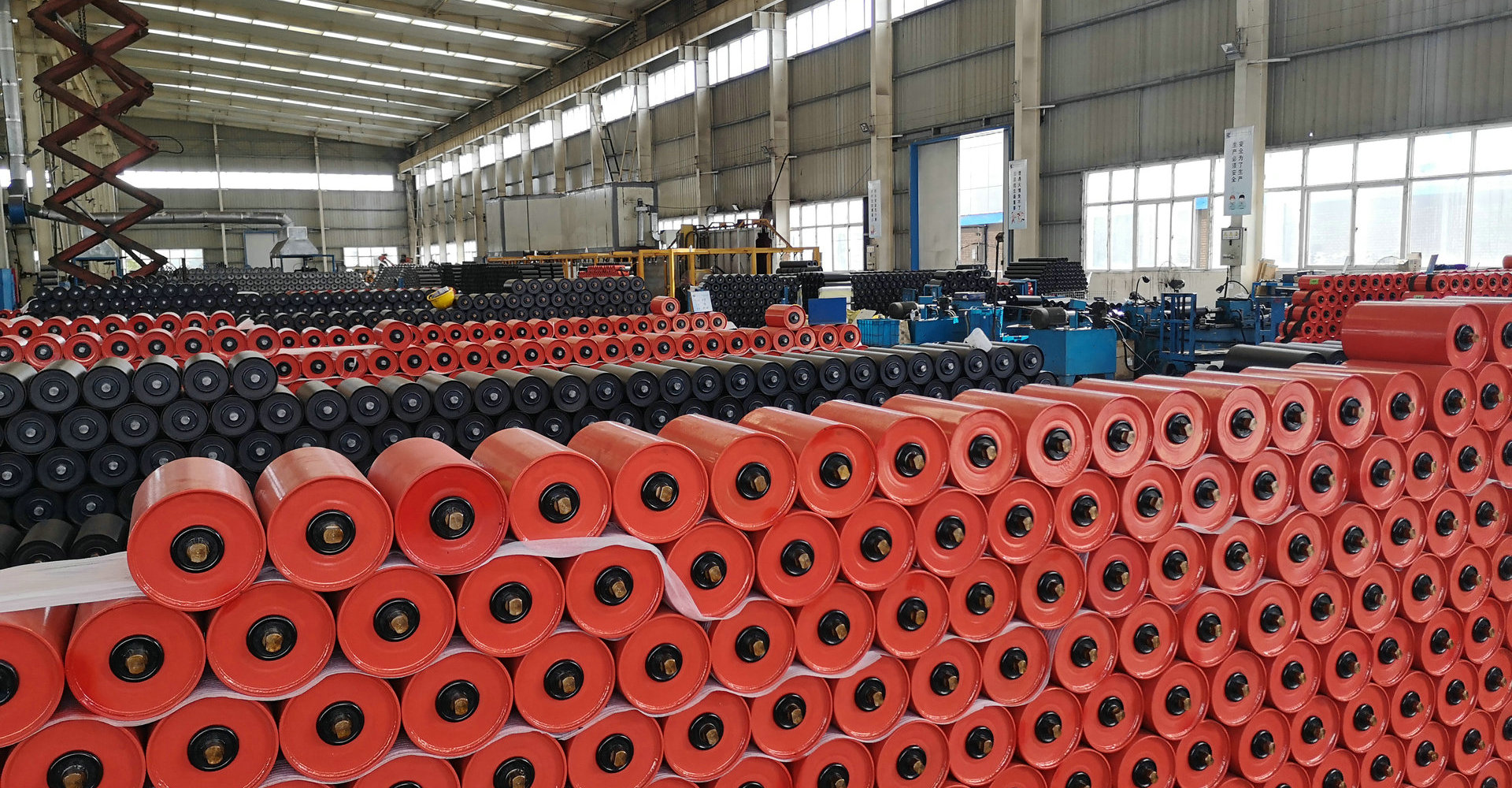
The mobile belt conveyor is a highly efficient, safe, and reliable equipment for continuous conveying, loading, and unloading. It is designed for locations where loading and unloading points frequently change. This conveyor is suitable for short-distance transportation and handling of bulk materials or finished goods. It features a steel pipe structure that is lightweight, visually appealing, and highly maneuverable. The conveyor is equipped with an electric drum rotating device and can be fitted with either pneumatic tires or steel wheels for mobility.
Working Principle of the Mobile Belt Conveyor
The mobile belt conveyor consists of two end rollers and a closed conveyor belt tightly wrapped around them. The drive pulley, also known as the drive pulley, rotates the conveyor belt, while the redirection pulley guides the belt’s movement. The drive pulley is connected to a motor through a reducer, and the friction between the drive pulley and the conveyor belt propels the belt. Typically, the drive pulleys are installed on the discharge end to enhance traction and facilitate movement. Material is fed onto the conveyor belt from the feeding side and is transported to the discharge end through the friction between the belt and the pulleys.
Key Features of the Mobile Belt Conveyor
The mobile belt conveyor is equipped with high-precision, hard-faced gears that offer a high load-carrying capacity (2-3 times higher than soft-faced wheels), ensuring long service life. It has a compact structure and a small footprint, reducing space requirements by over 50%. Additionally, it is lightweight and small in size, resulting in a 50% reduction in weight and size. Its vertical transmission structure makes it particularly suitable for underground mining transportation machinery in coal mines.
Applications of the Mobile Belt Conveyor
The mobile belt conveyor is versatile and can be used for horizontal or inclined transportation, providing great convenience. It finds extensive use in various modern industrial enterprises, including underground mine roadways, mine ground transportation systems, open-pit mines, and mineral processing plants. It can be utilized as a standalone unit or combined with multiple units or other conveying equipment to create a horizontal or inclined conveying system, catering to different layout requirements of operational lines.
Why Choose Mobile Belt Conveyor
The mobile belt conveyor is a highly efficient and flexible solution for continuous conveying and handling of materials. Its compact structure, lightweight design, and maneuverability make it ideal for applications in various industries. With its ability to adapt to changing loading and unloading points, it provides a versatile and reliable solution for efficient material transportation.